

Back in the day, decisions that would deeply affect civilization were made with nothing more than some goat entrails, some odd looking rocks or in some very special cases, the close observation of cheese.
As citizens of the twenty-first century we may scoff at the practices of our unenlightened forebears. After all, notions like ‘science’ ‘maths’ and ‘deductive reasoning’ have entered our decision-making processes. We feel confident that reason and fact inform our actions. We are rational, logical and above-all informed.
But how informed are we, really?
We could consult the all-knowing cheese for the answer to this, but a simpler way would be to look around at everyday practices. If we apply the above supposition to manufacturing, the answer is that the majority of companies aren’t making operational decisions with the most granular data.
Instead they rely on a combination of spreadsheets, incomplete data-sets and a hunch. In fact a survey conducted by Cisco’s Economist Intelligence Unit suggests that: ‘26% of manufacturing managers say that their organisation makes only limited use of real-time information and has no overarching strategy.’
When you look at the other components a grim picture emerges:
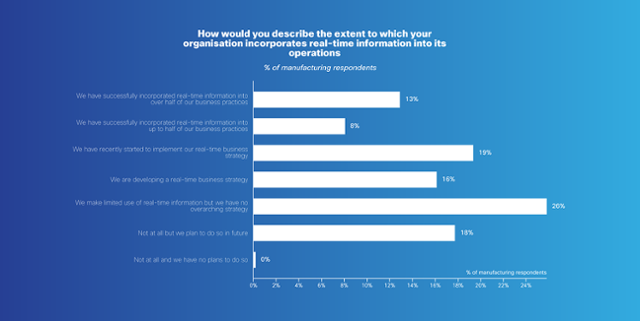
This suggests that the manufacturing industry as a whole has been reluctant to use all the tools available in their decision-making. There are a number of reasons for this, including:
- The difficulty of overhauling infrastructure
- Opposition from departments within the organization
- Substantial skill shortages
- Failed adoption projects that have left decision makers weary
Yet, despite these problems, a successful implementation can transform operations and mitigate the risk of human error in operations in two key ways. Not only does real-time data allow you to quickly pinpoint your problems, it has the capability to anticipate problems before they arise. Being able to quickly access rich and accurate data-sets results in operations that are more streamlined, precise, consistent and efficient.
Real-time data allows to to quickly pinpoint your problems
When you have a supply chain that spans transport, logistics, production, and warehousing, the scope of potential problems can seem overwhelming and unwieldy, Or, as the Wintris Control Factory puts it: ‘ the factory environment is dynamic’
Real-time data can evolve and adapt to the changes that this environment might throw up. Being able to respond to actual events is crucial in keeping down-time costs to a minimum. Food Processing Assetshighlights what difference real-time data can make in improving operations. They cite a visit to a food packing plant in New Jersey. The plant relied heavily on manual processes. According to the report the process was as follows:
- Samples taken from product line (15-20 at a time)
- Individually weighed by a line worker who recorded the clipboard results
- Individual weight reading entered into an Excel spreadsheet
- Quality manager resolves conflict between underfilling a package (illegal) and overfilling a package (lost revenue)
The results ‘produced no predictable under or over filling trend despite the fact that the same people used the same scales at the same time of day.’
As the report suggests, this process is riddled with human error. The act of taking down the weight can result in writing down the wrong number or misreading the number or weighing the same product more than once.
However, when the company replaced a manual system with an automated data system, they witnessed a significant transformation of their operations. The operations largely reduced human error on a number of levels:
- Scales could detect whether a package had already been weighed
- Statistical data of the packages is sent to an online system which can be viewed on a number of interfaces
- More accurate data helps the manager to detect trends in the packages, so that they can isolate the problem and solve it quickly
Not only did this create a more streamlined process, but it allowed the group manager to ensure that the quality of the packaging was more consistent, saving the business a significant amount in overheads and lost revenue. Real-time data allows you to compare and contrast a variety of data set which gives you a holistic view of your processes and identify anomalies that might hold-up operations.
Real-time data allows you to anticipate problems before they arise
Real-time data doesn’t just allow you to solve problems quickly, it allows to to anticipate issues before they occur. This could be notifications that alert you that machines need upgrading or sensors that detect issues in machinery. Mbtmag.com gives a great example of this with Panoramic’s factory. The factory is located in the North East in the USA. An extreme cold snap struck the region:
‘It was discovered that a condensate line from the main power plant froze, delaying the start-up for several days and requiring many hours working in frigid conditions to thaw out the line. With real-time access to heat trace data, the technicians were able to identify the reason the line froze was because extremely cold temperatures and insufficient pipe insulation, thereby saving the plant critical time.’
These savings can be significant. By implementing these measures Panoramic managed to save 12% annually on additional expenditures.
Ditch the cheese
As the above examples illustrate, to ensure that you are making the best decisions for your operations, relying on spreadsheets and your gut isn’t conducive to the most optimised processes. Even with a completely mature operation, you are still not going to be able to guarantee that your plant is going to run with stunning precision every day — problems are always going to crop up. However, having real-time data at your disposal is the difference between having a fount of knowledge at your disposal and having a bit of moldy cheese
Would you like to know more about how you can drive efficiencies in your manufacturing operations? Then download our guide to driving operational efficiencies today!





