
There’s no question that digital operations are transforming manufacturing. A range of innovations that fall under the Industrial Internet of Things (IIoT) or Industry 4.0 umbrella all point towards more computer-integrated manufacturing operations or the ‘connected enterprise’.
Some manufacturers are moving towards varying levels of IT and OT systems integration managed through a centralised platform, but the practicalities of actually achieving IIoT capabilities seems far off for others. Nevertheless, research shows businesses will need to heavily invest in digital technologies over the next five years in order to remain competitive.
The common theme? Manufacturing is becoming more connected and centralised. As this connectivity increases, companies must dedicate more resources to data analysis and management.
We propose that central management of computer-integrated manufacturing systems is essential. Here's why.
First, it's useful to outline two distinct concepts of what ‘centralised computer-integrated manufacturing operations’ might look like:
1. The fully integrated operation.
Fully integrated operations are incrementally harnessing IoT technologies through the use of:
- Integrated architecture and software
- Connected sensor technologies
- Powerful data analysis
- Planning for cloud storage and edge computing solutions – at machine and enterprise level.
2. The Integrated Manufacturing Operations Centre (IMOC).
While a plant can be fully integrated, the management of each system's data will likely fall under a number of departments and staff. While more data can be gleaned from new systems, there isn’t always time to process and use it to affect change. A central division that’s dedicated to monitoring and analysing plant-wide (or multiple plants’) data may suit some organisations with distributed operations.
We call this the Integrated Manufacturing Operations Centre (IMOC). It combines the fully integrated operation with traffic management’s brainchild: a centralised ‘operations centre’ with a dedicated team making collective decisions about the business.

See our next blog post: ‘Operations centres: How they’re making manufacturing smarter' for the benefits of a centralised Integrated Manufacturing Operations Centre.
Here are the 5 benefits of smarter, fully integrated operations:
1. Bring together siloed information streams for business-wide improvements
Integration does what the name suggests: it connects what happens on the shop floor to the enterprise level. The most widely used digital transformation routes are through manufacturing execution systems (MES), dashboards displaying trend data, and enterprise resource planning (ERP) connections to plant floor systems.
Some business-wide advantages of a connected system:
- Supply chain: Streamline the business’ supply chain through real-time data. For example, find out how much raw material is used in production or find where time is lost in ordering and receiving parts. Benefits include: making better purchasing decisions, use of automated reordering tools, consolidating order loads, holding less stock on-site, and a Just in Time (JIT) approach to replenishments.
- Distribution: Integrated distribution systems can talk to production and be informed of delays, output and defects. This results in a more accurate schedule, meaning the business is more likely to achieve customer service KPIs with on-time delivery, in full and as promised.
- Business-wide decision making: Everyone from executives to maintenance managers should work from one true source of data. Integrated operations allow this through the collation of data sources such as production rates, order fulfilment and output, process data, or components and materials. Plus, time-series data sets can be analysed to uncover patterns and discover trends across the business.
- Business-wide cost savings: It goes without saying that replacing manual recording with automated data collection eliminates human error, increases the amount of information available for analysis, and can take place in real-time. Additionally, the freed personnel can be reallocated to more productive tasks, such as data analytics and improvement activities.
2. Improved quality
Manufacturing demands adherence to strict quality standards. But manufacturers can be reactive rather than preventative when it comes to quality management. This is especially true when quality reports are only available the next day, or if the source of product defects can’t be pinpointed along the line.
Fully integrated operations can improve quality through:
- Faster reactions to defects: quality checks can be conducted live using sensors faster than the line speed. These range from check weighers validating unit quantities, to temperature sensors, x-rays, chemical sample analysis and vision systems.
- More accuracy: a system that performs quality checks increases the chances of detecting and removing defective products from the line. For example, in a packaging centre, high-speed cameras take photos of jars to ensure they meet the specifications for size and colour, or that label information, such as expiry dates, are correct.
- Improvements to process to reduce defects: technologies that measure output and production data can pinpoint where defects occur in production and inform change programs.
3. Machine learning
Greater integration naturally produces more data, which can be a challenge in itself. It’s one ‘concern’ that as IoT technologies come online we’ll be inundated with more data than we know what to do with.
Lucky for us, advancements in machine learning are taking the pressure off humans.
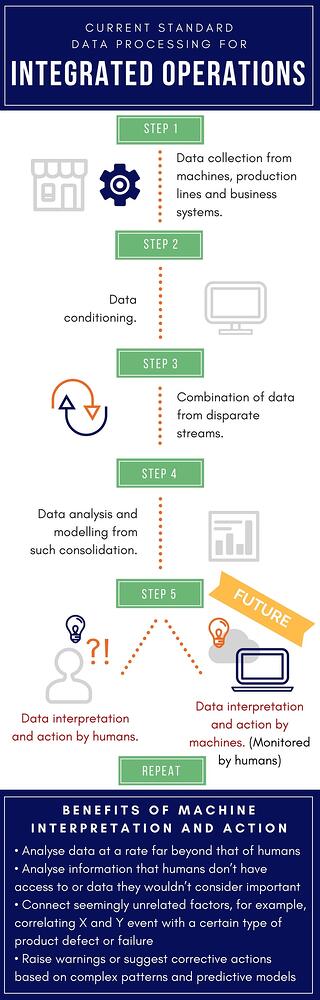
Currently, standard data processing for integrated operations looks like this:
Data collection from machines, production lines and business systems > data conditioning > combination of data from disparate streams > data analysis and modelling from such consolidation > data interpretation and action by humans > repeat.
Slowly machines are driving more of the data analysis and corrective or preventative actions, so data processing will become more like:
Data collection from machines, production lines and factories > data conditioning > combination of data from disparate streams > data analysis and modelling from such consolidation > data interpretation and action by machines > monitored by humans > repeat.
Machine learning and Artificial Intelligence technologies can:
- Analyse data at a rate far beyond that of humans
- Analyse information that humans don’t have access to or data they wouldn’t consider important
- Connect seemingly unrelated factors, for example, correlating X and Y event with a certain type of product defect or failure
- Raise warnings or suggest corrective actions based on complex patterns and predictive models.
4. Target areas for continuous improvement
Sometimes what seems counterintuitive makes business sense – and the data will prove it.
Accurate, real-time data from multiple points across the production line can reveal improvement areas. For example, say machine speed is increased from 5500 to 6000 units an hour. Management's happy because they’re making more products in less time. However, the system is recording higher waste output than when the machine was running at 5500. Despite apparently improving efficiency, the profit margin is higher if the machine runs slower. Such insights can only be gleaned from correlating multiple data points in time.
Advanced data analytics have fed into continuous improvement programs with impressive results. A top biopharmaceutical company increased yield by more than 50 per cent, with no additional capital expenditure. How? Closely related production activities were clustered and put into one database. Then, advanced analysis pinpointed which process parameters impacted yield and which were interdependent, revealing where changes should be made in the process.
Finally, an integrated system will bolster predictive and preventative maintenance programs. Integrated systems, for example, can automatically schedule machines for maintenance checks when sensors pick up abnormal heat or friction.
Having that data collected and analysed allows the business to make informed decisions based on the interaction of factors rather than on individual factors themselves.
5. Business-wide visibility
Consolidation of multiple data sets often gives organisations a clearer picture of the entire operation. In one case, a major supermarket chain consolidated its forecasting, scheduling and traceability data across its meat processing operations. The solution involved a customised pull model that managed raw materials according to store demands. The supermarket chain saved $50 per pallet and increased product shelf life by 1.5 days – all thanks to an integrative approach that used available data to better track products from farm to consumer.
If you're a CIO starting to scope your next big digital transformation project, download our free cheat sheet: The opportunities and risks of integrating IT and OT manufacturing systems. It will give you the must-knows before you make your final decision.





